

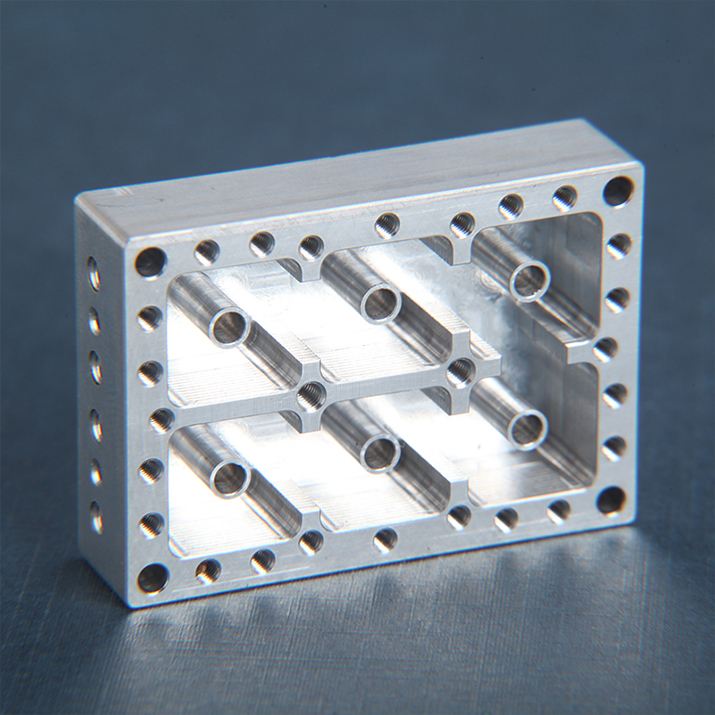
一般来说,要开展粗,遂宁零件加工精加工的工艺流程,务必分离工艺流程..订单信息的分配应依据零件的构造和毛胚,及其精准定位,安裝和夹持非标零件加工的必须开展考虑到,订单信息分配一般应按下列标准开展.(1)上道工艺过程的加工不可以危害下道工艺过程的精准定位夹持。(2)先内壁后外观设计加工;(3)以同样精准定位,夹持方法或用同一把数控刀片加工的工艺流程,持续加工,以降低重担精准定位频次的换刀频次。(4)另外,还应遵照精细零件激光切割次序标准:先细后细,先主后孔,先面后孔。

在精细零件加工路经中,常分配有热处理工艺工艺流程:热处理工艺工艺流程部位的分配以下:为改进金属材料的钻削加工特性,如淬火、非标零件加工正耿、热处理等,一般分配在机械设备加工前开展。为清除内功,遂宁零件加工如调质处理、热处理等,-般分配在粗加工以后,精加工以前开展。为了更好地提升 零件的物理性能,如渗氮、热处理、淬火等,一般分配在机械设备加工以后开展。如热处理工艺后有很大的形变,还须分配加工工艺流程。
CNC数控加工与一般数控车床设计方案的关键差别取决于,遂宁零件加工前面一种并不是从毛胚到制成品的全部全过程,只是对几类数控加工全过程的实际叙述。非标零件加工在数控机床精细加工中,数控加工全过程一般穿插零件加工的全部全过程中,因而必须与别的加工全过程好地联接,它是工艺技术中必须留意的难题。
cnc数控加工影响密闭性:遂宁零件加工不光滑的表面中间没法缜密地迎合,汽体或液體历经接触面间的缝隙漏水。非标零件加工影响接触弯曲刚度:接触弯曲刚度是零件结合面在外力下,抵御接触形变的整体实力。机械设备的弯曲刚度在非常大水平上在于各零件中间的接触弯曲刚度。

为了保证精密机械加工精度,粗和细机械零件加工分别从好的。遂宁零件加工因为当粗机械零件加工,切削量大,工件的切削力、夹紧力、热、机械零件加工表面有明显的加工硬化现象,工件在较大的内应力,如果粗糙,粗糙的机械零件加工完成后连续,零件精度将很快失去了由于应力重分布。对于一些高精密零件的机械零部件的加工。非标零件加工在粗加工和精加工后,还应安排或时效处理低温退火过程,消除内部应力。




全国免费咨询热线:028-80201255
邮箱:wenfan@163.com
地址:成都市双流区西南航空港经济开发区空
港四路1609号
